首页
关于我们
铜合金
铜加工设备
新闻中心
电子地图
在线留言
联系我们
<
>
通知公告
更多
没有资料
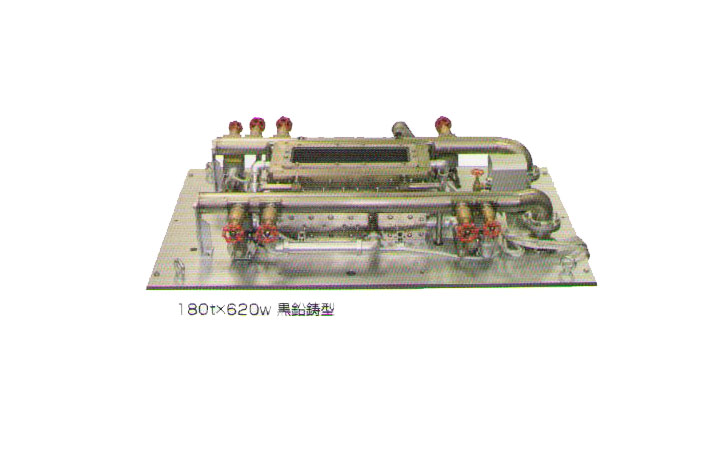
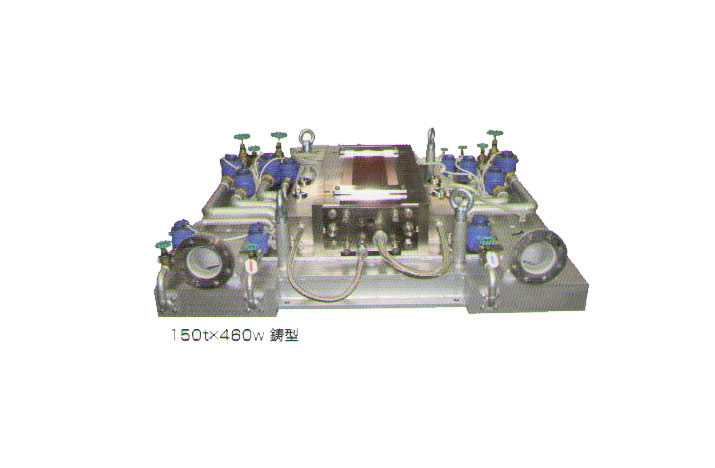
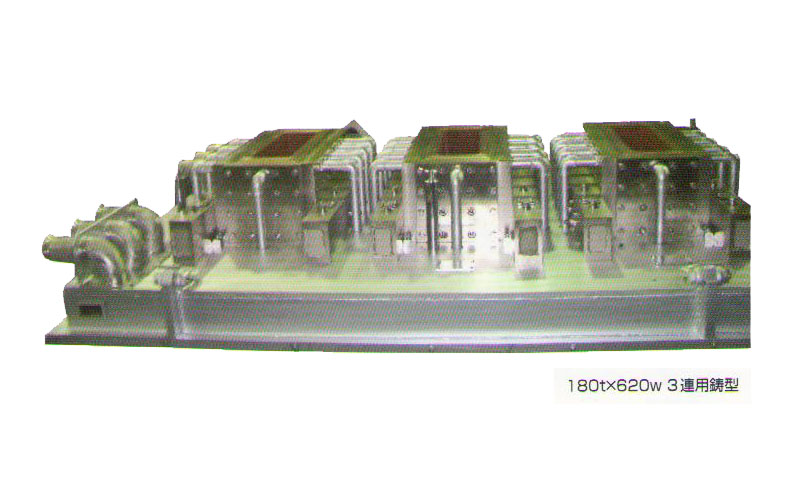
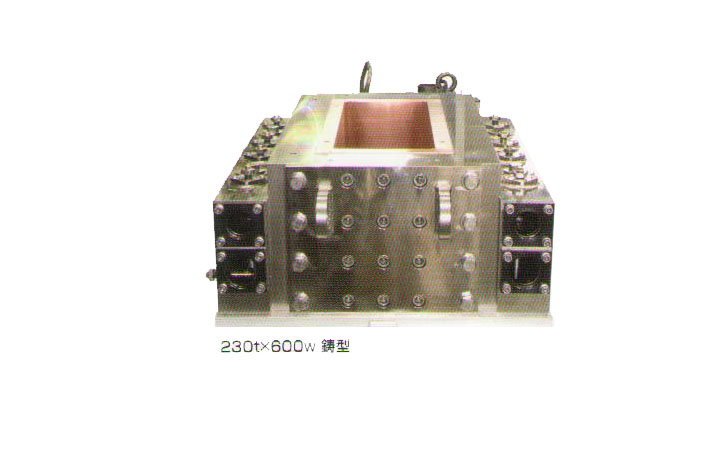
常熟市名川金属材料有限公司是一家专业生产高强高导的铜合金生产型企业及铜加工(板带棒线)的加工设备生产厂家。铜合金方面主要生产:铍铜合金(C17500 / C17510 / C17200 / C17300 / C82500 );铬锆铜合金 (C18200 / C18150 );高力黄铜;铍铜替代品 (Ni-Si系铜合金)。铜加工设备有半连续铸造机 (单根锭 、 双根锭 、 三根锭),(主要运用于:C19210 / C19400 / C70250);结晶器:铜 、铝等合金;连续退火、淬火炉 (主要运用于:铜合金
联系人:王先生
电话:15850272787
传真:0512-52953905
邮箱:wf9922@126.com
地址:江苏省常熟市支塘镇人和路9号,创晋产业园2幢
网站首页
|
关于我们
|
铜合金
|
新闻中心
|
网站地图
地址:江苏省常熟市支塘镇人和路9号,创晋产业园2幢 联系人:王先生 电话:15850272787 传 真:0512-52953905 邮箱:mcalloy@163.com
版权所有:常熟市名川金属材料有限公司 技术支持:仕德伟科技 《中华人民共和国电信与信息服务业务经营许可证
编号:
苏ICP备11087518号
铬锆铜铸件销售
|
铬锆铜铸件供应
|
高力黄铜铸件生产
|
高力黄铜铸件特性
|
铍青铜销售
|
铍青铜成分